Every industrial enameling plant has at least one enameling furnace and its design & performance has great influence on the achieved enamel quality, energy consumption and enameling cost.
Below an overview of important topics about industrial enameling furnace technology, which will be explored on the remainder of this webpage.
Temperature control
Enamels fuse and create a strong bond with the metal substrate when remaining for some minutes above its soaking temperature.
The exact holding time and soaking temperature depends upon the chemical composition of the enamel frit combination.
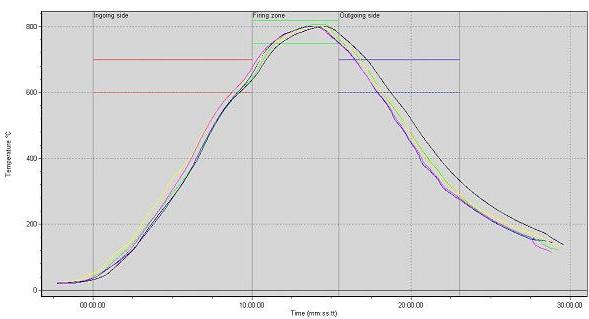
The primary function of an enameling furnace is to heat-up products to the soaking temperature and ensure that this temperature is maintained for at least the required holding time.
To ensure a good & repeatable enamel coating quality, it is important that its temperaturprofil is smooth (to avoid thermal shocks) and show little temperature difference between the top & bottom of the products (to avoid color differences and/or wrapping).
Enameling furnace concepts
There is a wide variety of furnace designs, which may be classified into three groups:
- box furnaces
- Batch furnaces
- Continuous furnaces
Box furnaces are typically used for small production volumes and/or products with extreme dimensions.
However, most enameling furnaces are equipped with an overhead conveyor, which runs either continuous or intermittent.
Furnaces with intermittent operated conveyors may be equipped with automatic doors in order to avoid heat losses. These furnaces are called batch furnaces.
Energy consumption
Enamel furnaces are typically the single biggest energy consumer within an industrial porcelain enameling plant, because they require considerable quantities of gas, oil and/or electricity during both daily start-up and operation.
It is therefore important that furnaces require as little as possible energy to fire a product.
Specific energy consumption
A good benchmark to compare the energy efficiency of enameling furnaces is the specific energy consumption of a furnace.
This specific energy consumption is calculated by dividing the total energy consumption by the gross production and expressed as Kcal/kg or KWh/kg.
The specific energy consumption is influenced by the furnace design, its heating efficiency & utilization.
Influence of furnace shape
Most enameling furnaces have nowadays an 180 degree conveyor turn inside the hot zone and are called U-type furnaces.
U-type furnace have a very low specific energy consumption compared to straight thru tunnel ovens and box furnaces, thanks to the heat exchange between incoming & outgoing tools & parts.
U-type furnaces may be either straight, Z-shaped, L-shaped or U-shaped, whereby the double hooked design is prefered from an energy consumption point of view.
Insulation
In the early days the enameling furnaces were build from refractory bricks, due to the required firing temperature between 800 and 850 degrees Celsius.
However, such bricks are sensitive for thermal shocks and need to be heated up & cooled down very slowly.
Modern enameling furnaces are nowadays made of Low Thermal Mass insulation materials, like rockwool, vermiculite & ceramic fibers.
The possibility to switch off a LTM furnace at the end of the working day and heat it up again the next morning within 1 to 2 hours, results in significant annual energy savings upto 75 % in comparison with the old brick-lined furnaces.
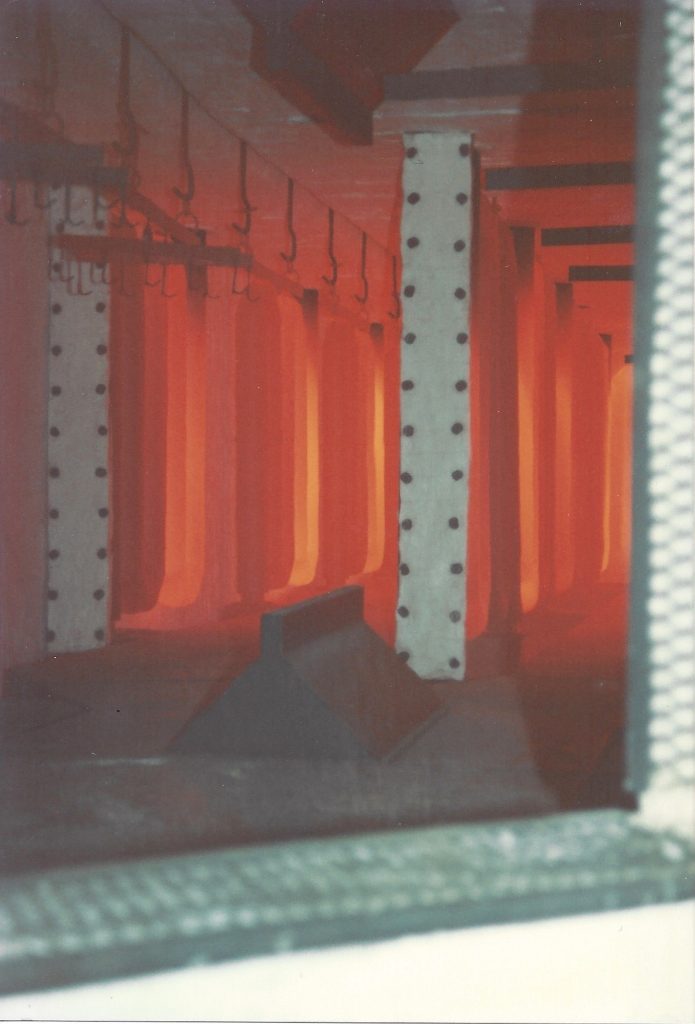
Heating system
Enameling furnaces are nowadays heated by either electricity, gas or light oil.


Gas and oil are usually combusted inside so-called radiant tubes to avoid that the enamel coating and the furnace interior is affected by the resulting combustion gasses, such as CO2 and H2O. (More about furnace atmosphere)
Depending upon the furnace design, combustion exhaust gasses are either evacuated thru the furnace roof or lead thru a steel or ceramic exhaust gas channel to the furnace preheating zone in order to increase the furnace efficiency.
Heat recovery
Gas or light oil fired furnaces are usually equipped with an internal and/or external heat exchanger to recover excess energy from the furnace exhaust gas in order to improve its heating efficiency.
The investment in an external heat exchanger only pays back, if there are other energy demanding processes near the furnace location, such as :
- heating dryers
- heating the factory hall
- heating water for pretreatment plant and/or sanitary purposes
Energy Saving
The lowest possible energy consumption of an enamel furnace is achieved by :
- determine the right furnace size
- selecting the most efficient furnace technology
- maintaining the furnace in a good condition
Point 1 & 2 should be taken into consideration prior to the investment in new enameling furnaces, while point 3 is more interesting for present enameling furnace operators.
Furnace conveyors
The furnace conveyor may differ from one enameling plant to the other, because its firing tools may depend on the specific product & production requirement.


Benefit from our experience
Our staff has been involved in engineering, manufacturing, installing, commissioning & troubleshooting of industrial enameling furnaces since 1984.
Below some pictures of accomplished enameling furnace projects













Technical services
Based on the accumulated knowledge, while working for Ferro Holland’s Engineering Division, we may assist you with the following technical services :
Concept engineering for new furnaces
As mentioned previously, enamel furnaces are typically the single biggest energy consumer within an industrial porcelain enameling plant.
With the expected rise of energy cost in the (near) future, the energy consumption plays an important role during the purchase of a new enameling furnace.
Enameling furnaces are build in many different shapes and dito heating technologies, each choice has its impact on the specific and total energy consumption of the furnace.
To match your products & production requirements with the most suitable enameling furnace, we utilize economical models based on total cost of ownership.
Optimizing furnace performance
Reducing energy consumption
The performance of enameling furnace tends to decline over time, due to gradual wearing of the equipment, insufficient maintenance and/or incorrect usage.

For optimizing the furnace performance again, we utilize the Lean Six Sigma DMAIC method, as shown above.
